Hydz16mm 2.5 הייך קוואדראט סמד טיפּ HYG1625A
עלעקטריקאַל טשאַראַקטעריסטיקס
| נומער | HYG1625A |
| אַפּערייטינג וואָולטידזש | Max25Vp-p
|
| רעזאַנאַנט אָפטקייַט | 4000±300הז |
| קראַנט קאַנסאַמשאַן | מאַקס 5 מאַ ביי 12Vp-p/Square Wave/4KHz
|
| געזונט דרוק מדרגה | מינימום 80dB ביי 10cm/12Vp-p/Square Wave/4KHz
|
| עלעקטראָסטאַטיק קאַפּאַציטעט | 16000±40% פּף ביי 1 KHz/1V
|
| אַפּערייטינג טעמפּעראַטור (℃) | -20~ +70
|
| סטאָרידזש טעמפּעראַטור (℃) | -30 ~ +80
|
| האָוסינג מאַטעריאַל | LCP (שוואַרץ) |
| ויסמעסטונג | L16.0×W16.0×H2.5מם
|
פּס: Vp-p=1/2 דוטי, קוואַדראַט כוואַליע
דימענשאַנז און מאַטעריאַל

ניצן די ברייט אַקוסטיש און מעטשאַניקאַל פּלאַן טעכנאָלאָגיע און הויך פאָרשטעלונג סעראַמיקס, SMD פּיעזאָעלעקטריק סאַונדערז פּאַסיק די דין, הויך-געדיכטקייַט פּלאַן פון עלעקטראָניש ויסריכט.
אַפּפּליקאַטיאָנס
1. פאַרשידן אָפיס ויסריכט אַזאַ ווי פּפּקס פּרינטערס און קיבאָרדז
2. היים אַפּפּליאַנסעס אַזאַ ווי מייקראַווייוו ויוון, רייַז קוקערז עטק.
3. באַשטעטיקונג געזונט פון פאַרשידן אַודיאָ ויסריכט
אָנזאָג (סאַלדינג און מאַונטינג)
1. מאַונטינג
ווען מאַונטינג אַ שטיפט וואָקזאַל טיפּ פון פּראָדוקט צו די געדרוקט קרייַז ברעט, ביטע אַרייַנלייגן די שטיפט וואָקזאַל צוזאמען די לאָך פון די ברעט.אויב די פּראָדוקט איז געדריקט אַזוי אַז דער וואָקזאַל איז נישט אין די לאָך, די שטיפט וואָקזאַל וואָלט זיין פּושט אין די ין פון די פּראָדוקט און די סאָונדס קען ווערן אַנסטייבאַל.
2. טאָפּל-סיידאַד דורך-לאָך ברעט ביטע ויסמייַדן ניצן אַ טאָפּל-סיידאַד דורך-לאָך ברעט.אויב די צעלאָזן סאַדער גערירט די באַזע פון אַ שטיפט וואָקזאַל, אַ טייל פון די פּלאַסטיק פאַל וואָלט צעלאָזן און די סאָונדס זאל ווערן אַנסטייבאַל.
3. סאַדערינג טנאָים
(1) לויפן סאַדערינג טנאָים פֿאַר שטיפט וואָקזאַל טיפּ
· טעמפּעראַטור: ין 260 °C±5 °C
· צייט: ין 10±1 סעק.
· סאַדערינג טייל איז די פירן טערמינאַלס עקסקלודינג 1.5 מם פון פּראָדוקט גוף.
(2) ביטע טאָן ניט קראָם די פּראָדוקטן גלייַך אויף די שטאָק אָן עפּעס אונטער זיי צו ויסמיידן פייַכט ערטער און / אָדער שטויביק ערטער.
(3) ביטע טאָן ניט קראָם די פּראָדוקט אין ערטער אַזאַ ווי אין אַ פייַכט העאַטעד אָרט אָדער קיין אָרט יקספּאָוזד צו דירעקט זונשייַן אָדער יבעריק ווייבריישאַן.
(4) ביטע נוצן די פּראָדוקטן מיד נאָך עפן די פּעקל, ווייַל די קוואַליטעט קען זיין רידוסט און / אָדער דיגריידיד אין סאַדעראַביליטי רעכט צו סטאָרידזש אונטער נעבעך טנאָים.
(5) ביטע זיין זיכער צו באַראַטנ זיך מיט אונדזער סאַלעס פארשטייער אָדער ינזשעניר ווען די פּראָדוקטן זענען געניצט אין טנאָים ניט ליסטעד אויבן.
4. אַפּערייטינג סוויווע
דער פּראָדוקט איז דיזיינד פֿאַר אַפּלאַקיישאַן אין אַ פּראָסט סוויווע (נאָרמאַל צימער טעמפּעראַטור, הומידיטי און אַטמאַספעריק דרוק).
דו זאלסט נישט נוצן די פּראָדוקטן אין אַ כעמישער אַטמאָספער אַזאַ ווי קלאָרין גאַז, זויער אָדער סולפידע גאַז.
קעראַקטעריסטיקס קען דיגרייד דורך אַ כעמישער אָפּרוף מיט די מאַטעריאַל געניצט אין פּראָדוקטן.
(2) סאַדערינג צושטאַנד דורך סאַדערינג אייַזן פֿאַר שטיפט וואָקזאַל טיפּ
· טעמפּעראַטור: ין 350±5 °C
· צייט: ין 3.0±0.5 סעק.
· סאַדערינג טייל איז די פירן טערמינאַלס עקסקלודינג 1.5 מם פון פּראָדוקט גוף
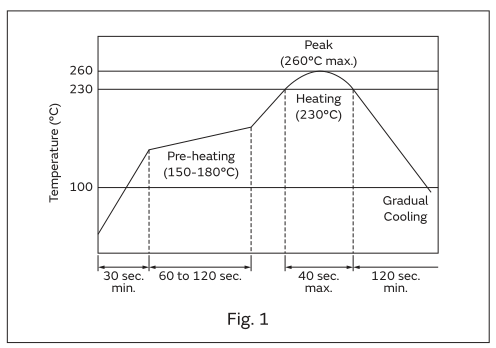
(3) רעפלאָוו סאַדערינג צושטאַנד פֿאַר ייבערפלאַך מאַונטינג טיפּ
· טעמפּעראַטור פּראָפיל: פיגורע קסנומקס
· נומער פון מאל: ין 2 מאַקסימום
4. וואַשינג
ביטע ויסמיידן וואַשינג, ווייַל דעם פּראָדוקט איז נישט אַ געחתמעט סטרוקטור.
5. נאָך מאַונטינג די פּראָדוקט
(1) אויב די פּראָדוקט איז פלאָוטינג פון די געדרוקט קרייַז ברעט, ביטע טאָן ניט שטופּן עס.ווען דרינגלעך, די שטיפט וואָקזאַל איז פּושט ין די פּראָדוקט און די סאָונדס קען ווערן אַנסטייבאַל.
(2) ביטע טאָן ניט צולייגן קראַפט (קלאַפּ) צו דעם פּראָדוקט.אויב קראַפט איז געווענדט, דער פאַל קען זיין אַוועק.
(3) אויב די פאַל קומט אַוועק, ביטע טאָן ניט ריאַסעמבאַל.אפילו אויב עס מיינט צו האָבן זיך אומגעקערט צו דער אָריגינעל, די סאָונדס קען ווערן אַנסטייבאַל.
(4) ביטע טאָן ניט בלאָזן לופט גלייַך אויף די פּראָדוקט.
בלאָון לופט אַפּלייז קראַפט צו די פּיעזאָעלעקטריק דייאַפראַם דורך די געזונט ימישאַן לאָך;קראַקס קען פּאַסירן און דעמאָלט די סאָונדס קען ווערן אַנסטייבאַל.אין דערצו, עס איז אַ מעגלעכקייט אַז דער פאַל קען קומען אַוועק.
נאָטיץ (האַנדלינג)
1. פּיעזאָעלעקטריק סעראַמיק איז געניצט אין דעם פּראָדוקט.ביטע נוצן זאָרג אין האַנדלינג, ווייַל סעראַמיק איז צעבראכן ווען יבעריק קראַפט איז געווענדט.
2. ביטע טאָן ניט צולייגן קראַפט צו די פּיעזאָעלעקטריק דייאַפראַם פון די געזונט ימישאַן לאָך.אויב אַפּלייינג קראַפט, קראַקס פאַלן און די סאָונדס זאל ווערן אַנסטייבאַל.
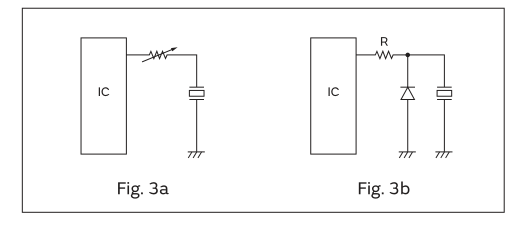
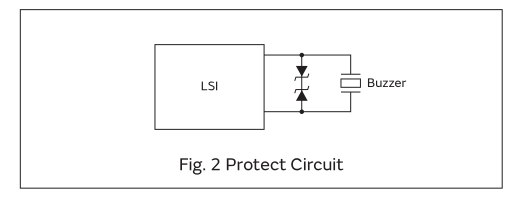
3. ביטע טאָן ניט פאַלן די פּראָדוקט אָדער צולייגן קלאַפּ אָדער טעמפּעראַטור טוישן צו עס.אויב אַזוי, די LSI קען זיין חרובֿ דורך די דזשענערייטאַד אָפּצאָל (סערדזש וואָולטידזש).ווייזט אַ בייַשפּיל דרייווינג קרייַז ניצן זענער דייאָוד.
נאָטיץ (דרייווינג)
1. אַג מיגראַטיאָן זאל פּאַסירן אויב דק וואָולטידזש איז געווענדט צו די פּראָדוקט אונטער אַ הויך הומידיטי סוויווע.ביטע ויסמיידן ניצן עס אונטער הויך הומידיטי און פּלאַן די קרייַז נישט צו צולייגן דק וואָולטידזש.
2. ווען דרייווינג די פּראָדוקט דורך יק, ביטע אַרייַנלייגן די קעגנשטעל פון 1 צו 2קΩ אין סעריע.דער ציל איז צו באַשיצן די IC און באַקומען אַ סטאַביל געזונט.(ביטע זען פייג 2 א).
ינסערטינג אַ דייאָוד אין פּאַראַלעל צו די פּראָדוקט האט די זעלבע ווירקונג.(ביטע זען פייג. 3 ב)
3. פלאַקס אָדער קאָוטינג אַגענט, אאז"ו ו, פאַרשידן סאָלוואַנץ
עס איז מעגלעך פֿאַר אַ פליסיק סאַלוואַנט צו דורכנעמען אין די פּראָדוקט, ווייַל דעם פּראָדוקט איז נישט אַ געחתמעט סטרוקטור.אויב אַ פליסיק איז דורכגעגאנגען ין און אַטאַטשט צו די פּיעזאָעלעקטריק דייאַפראַם, זייַן ווייבריישאַן קען זיין ינכיבאַטיד.אויב אַטאַטשינג צו אַן עלעקטריקאַל קנופּ, די עלעקטריש קשר קען פאַרלאָזן.
צו פאַרמייַדן געזונט ינסטאַביליטי, ביטע טאָן ניט לאָזן פליסיק דורכנעמען אין די פּראָדוקט.